




零度以下,未来的自动化
仓库在-13°F的恒定温度下运行,以确保食品的正确保存
在零下13华氏度的环境下,管理年产量11000吨粮食的最佳解决方案是什么?深度冷冻食品公司Cabezuelo Foods知道答案:自动化。该公司已转向自动化,以促进其产品的存储和分销到欧洲各地的客户。近年来,该组织实现了约10%的持续同比增长,并开设了一个新的机架支撑仓库,配备了托盘穿梭系统,从Mecalux转移车辆,集中所有物流业务。
1978年在西班牙成立,Cabezuelo食物家族企业是否致力于预熟、深度冷冻食品的生产和分销.
在其位于Socuéllamos(西班牙)的生产工厂,Cabezuelo食品公司每年为20多个国家的酒店行业公司生产近1.1万吨产品。“在过去的10年里,我们看到了每年8-10%的稳定增长。”公司老板Félix Cabezuelo说。
为了应对这种增加的活动,企业需要提高其供应链效率。“以前,我们把成品储存在生产中心的手工储存架上,650- 1000吨原材料存放在外部仓库。这种解决方案不太实用,增加了在各种设施和生产工厂之间运输货物的成本。”Cabezuelo解释道。
公司决定投入运营一个新的仓库,将所有的货物储存在一个屋檐下,有效地应对增长速度。Cabezuelo在开始这个项目时有一个明确的优先级:“我们希望扩大我们的存储空间,以容纳我们当前和未来的所有生产。”
持续增长的自动化
为了装备新仓库,公司联系了Mecalux,因为“我们已经与Mecalux合作多年了。此外,在提出满足我们需求的解决方案时,我们对销售团队非常有信心。”
Cabezuelo补充道:“起初,我们考虑安装Movirack移动货架系统,因为它们的投资成本低。但我们明白,如果我们真的想改变我们的物流业务,我们必须考虑到我们未来的前景。我们不想使用一个三四年内就会过时的存储系统。”
Cabezuelo过去用手工管理货物。也就是说,当产品从生产线上下来时,操作员就会把它们挑出来,然后用叉车把它们放在货架上。因此,错误的风险很高,公司希望不惜一切代价避免这种情况。
在分析了Cabezuelo食品公司的需求后,Mecalux建议安装一个自动存储和检索系统(AS/RS)来存放成品:vwin.com德赢 由转车服务的系统。Mecalux还实现了轻松WMS仓库管理系统该公司严格控制货物从收货到发货。
自动化设施需要比手动运行仓库更高的初始投资。然而,自动化的优势——包括负载安全性、可用性、生产力和能源效率——提供了一个良好的环境投资回报非常快.“我们选择自动化,因为我们看到这将是应对未来五年预期增长的最佳解决方案,公司老板说。
自动化仓库的技术特点
该设施高92英尺,是rack-supported.它在-13°F的恒定温度下工作,以保证食物被正确储存,并长时间保存其风味和性质。
该设施包括一个177英尺长的走道,两边都有架子。货架有8层高,11个托盘深。在每一层,一辆转运车将装有货物的机动穿梭车运送到相应的存储通道。一旦到达那里,穿梭机就会抬起托盘,并将其移动到存储通道内最深的自由位置。“现在我们已经适应了这个新系统,我们很兴奋,因为我们已经实现了我们在仓库运营方面的目标:货物流入和流出都快得多。”Cabezuelo说。
自动化托盘穿梭机的一个优点是它充分利用可用空间以增加存储容量(本例中为5104个托盘,350-450个sku)。Cabezuelo说,“在仓储能力方面,我们可以继续增长,没有任何限制。”
同样地,使用紧凑的存储系统显著减少了产生冷空气的能量。因此,每个托盘的能耗更低(因为它分布在存储的大量托盘中)。
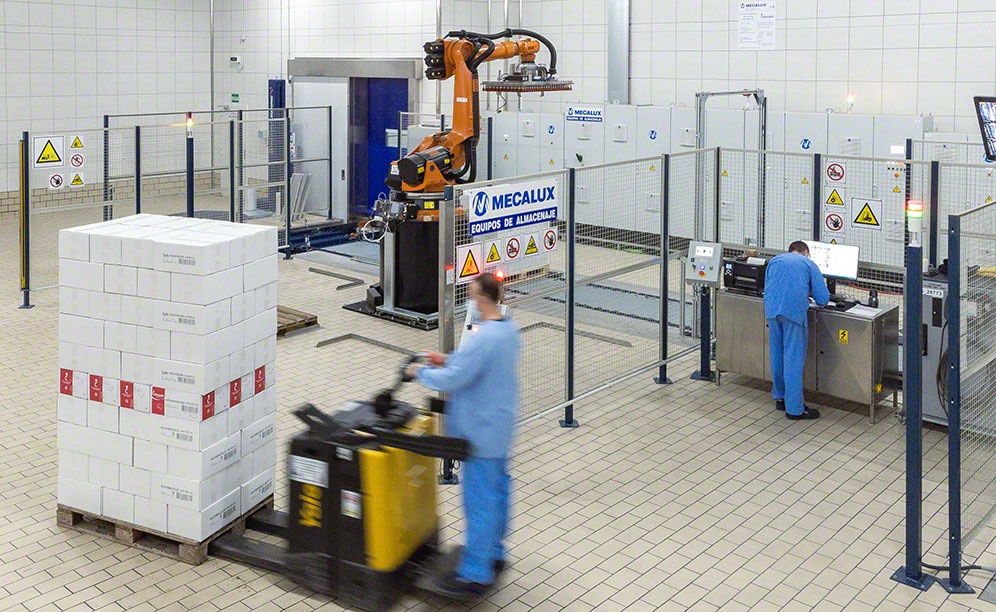
在仓库的前面,Mecalux设置了一个有一个拟人化机器人.整个操作是自动化的:完成订单所需的货物以完全自主的方式发送到该区域。一到那里,拟人化的机器人就会从托盘中取出箱子,并将它们分类。这个机器人每小时能做150个动作,也就是每小时能搬1350个箱子。
操作平稳、自动化、高效
每天,仓库都会收到5到6辆卡车,装载着来自Cabezuelo食品生产工厂的成品,也就是说,多达198个托盘需要尽快存储。
托盘通过一个检查点,在那里验证它们是否满足在仓库中存储的要求。此过程允许Easy WMS读取托盘条形码、识别物品并为其分配位置。
Easy WMS结合了规则和算法,根据其周转率为每个托盘分配位置。周转率低的产品被放置在货架的上层,而周转率高的产品被放置在靠近通道尽头的下层,以简化它们的进出。
在这个仓库里,订单也是在提货站准备的。虽然订单数量根据客户需求而有所不同(周二和周四是最繁忙的日子),但该公司通常每天发送100-150个订单。
Cabezuelo注意到订单准备方面的改进:“自动化仓库已经开始运行,之后就安装了带有拟人化机器人的拣选站。这个新的自动化领域已经成为我们供应链的基础。人工采摘非常重复,而且麻烦得多。多亏了自动化,现在的操作速度更快,效率更高。”
机架支撑建筑的好处
- 利用空间:自动包裹货架仓库优化可用的表面面积,以实现最大可能的存储容量。
- 高生产力:所有的货物移动都是自动化的(转移车、电动穿梭车和输送机将托盘移动到相应的位置)。
- 实时库存:仓库管理系统(WMS)严格监控货物从到达仓库到发出。因此,产品可追溯性非常精确。
- 降低成本:虽然初始费用比传统仓库高,但由于自动化装卸设备的耐用性、提高的生产率以及较低的能源和维护成本,投资回报更快。
优先考虑可追溯性
产品可追溯性在食品行业是必须的:这些公司的主要优先事项是保持食品安全在产品交付给客户之前的所有阶段。
Easy WMS仓库管理系统提供了这种可追溯性,从货物到达设施的那一刻开始识别货物,并在不同的阶段进行识别,直到它们被发送。WMS监控托盘的每一次移动,包括在需要时将其转移到挑选站。
Easy WMS除了严格控制货物的实时移动外,还提供详细的产品信息。这对消费者非常有帮助(例如,通过质量控制)。
为了提高所有业务的吞吐量,Easy WMS必须与Cabezuelo Foods的ERP系统进行协调和集成.这两个软件程序交换关于如何在设施中执行各种过程的数据和信息。例如,当ERP系统收到来自客户的订单时,它会通知Easy WMS,以便立即准备订单。
质量与客户满意度
Cabezuelo Foods在过去几年的成功在于它对客户满意度的承诺。它的首要任务是保证所售食品的质量并及时交货。该公司现在有一个全面物流解决方案这将使它能够自信地面对未来的前景。“2020年,由于2019冠状病毒病大流行,我们遭受了挫折。这是因为我们80%的客户都在服务业,这是受限制措施影响最严重的行业之一。我们知道2021年的业绩无法与大流行前的业绩相比,但2022年的前景非常乐观。我们相信这项技术将帮助我们促进业务发展。”公司老板说。
我们对自动托盘穿梭系统和转移车非常满意。它最大限度地利用了我们仓库里的所有空间,让我们不受任何限制地增长。此外,通过加强我们的操作,我们提高了进入、退出和订单准备的速度。
Cabezuelo食品公司的优势
- 库存管理:自动化和易于WMS确保严格控制货物,以保持冷藏温度下储存的食品质量。
- 空间优化:Cabezuelo食品公司将其所有物流业务集中在一个可容纳5104个托盘的设施中,足以应对产量的增长。
- 节约能源:通过安装紧凑的存储系统,有效地利用可用表面积,降低了冷却的能源消耗。
- 自动选择:自动托盘穿梭系统与转移车,加上拟人化的机器人,加快了订单准备任务,使其有可能准备多达150个托盘一天。
| 自动包层架仓库 | |
|---|---|
| 存储容量: | 5104托盘 |
| 仓库高度: | 92年 |
| 仓库长度: | 177年 |
| 温度: | -13°F |
本项目中使用的产品



咨询专家
请求信息或获得报价